Naše vodilno načelo je spoštovanje originalne zasnove stranke, hkrati pa izkoriščanje naših proizvodnih zmogljivosti za izdelavo tiskanih vezij, ki izpolnjujejo specifikacije stranke. Vsaka sprememba originalne zasnove zahteva pisno odobritev stranke. Po prejemu proizvodne naloge inženirji MI natančno pregledajo vse dokumente in informacije, ki jih posreduje stranka. Prav tako ugotovijo morebitna neskladja med podatki stranke in našimi proizvodnimi zmogljivostmi. Ključnega pomena je, da v celoti razumemo cilje oblikovanja in proizvodne zahteve stranke ter zagotovimo, da so vse zahteve jasno opredeljene in izvedljive.
Optimizacija zasnove stranke vključuje različne korake, kot so načrtovanje sklada, prilagajanje velikosti vrtanja, razširitev bakrenih vodov, povečanje okna spajkalne maske, spreminjanje znakov v oknu in izvedba načrtovanja postavitve. Te spremembe so narejene tako, da se uskladijo s proizvodnimi potrebami in dejanskimi podatki o zasnovi stranke.
Postopek proizvodnje tiskanih vezij

Sejna soba

Splošna pisarna
Postopek izdelave tiskanega vezja (PCB) lahko na splošno razdelimo na več korakov, od katerih vsak vključuje različne proizvodne tehnike. Pomembno je omeniti, da se postopek razlikuje glede na strukturo plošče. Naslednji koraki opisujejo splošni postopek za večplastno tiskano vezje:
1. Rezanje: To vključuje obrezovanje listov za čim večji izkoristek.

Skladišče materiala

Stroji za rezanje prepregov
2. Izdelava notranje plasti: Ta korak je namenjen predvsem ustvarjanju notranjega vezja tiskanega vezja.
- Predobdelava: To vključuje čiščenje površine podlage tiskanega vezja in odstranjevanje morebitnih površinskih onesnaževalcev.
- Laminacija: Tukaj se na površino podlage tiskanega vezja nanese suha folija, ki jo pripravi za kasnejši prenos slike.
- Osvetlitev: Premazani substrat je izpostavljen ultravijolični svetlobi s specializirano opremo, ki prenese sliko substrata na suhi film.
- Izpostavljeni substrat se nato razvije, jedka in film se odstrani, s čimer se zaključi izdelava notranje plasti plošče.

Stroj za skobljanje robov

LDI
3. Notranji pregled: Ta korak je namenjen predvsem testiranju in popravilu vezij na plošči.
- Optično skeniranje AOI se uporablja za primerjavo slike tiskanega vezja s podatki kakovostne plošče, da se na sliki plošče prepoznajo napake, kot so vrzeli in vdolbine. - Vse napake, ki jih odkrije AOI, nato popravi ustrezno osebje.

Avtomatski laminirni stroj
4. Laminacija: Postopek združevanja več notranjih plasti v eno samo ploščo.
- Rjavljenje: Ta korak izboljša vez med ploščo in smolo ter izboljša omočljivost bakrene površine.
- Kovičenje: To vključuje rezanje PP na ustrezno velikost, da se notranja plast plošče združi z ustreznim PP.
- Toplotno stiskanje: Plasti se toplotno stisnejo in strdijo v eno samo enoto.

Vakuumski stroj za vročo stiskanje
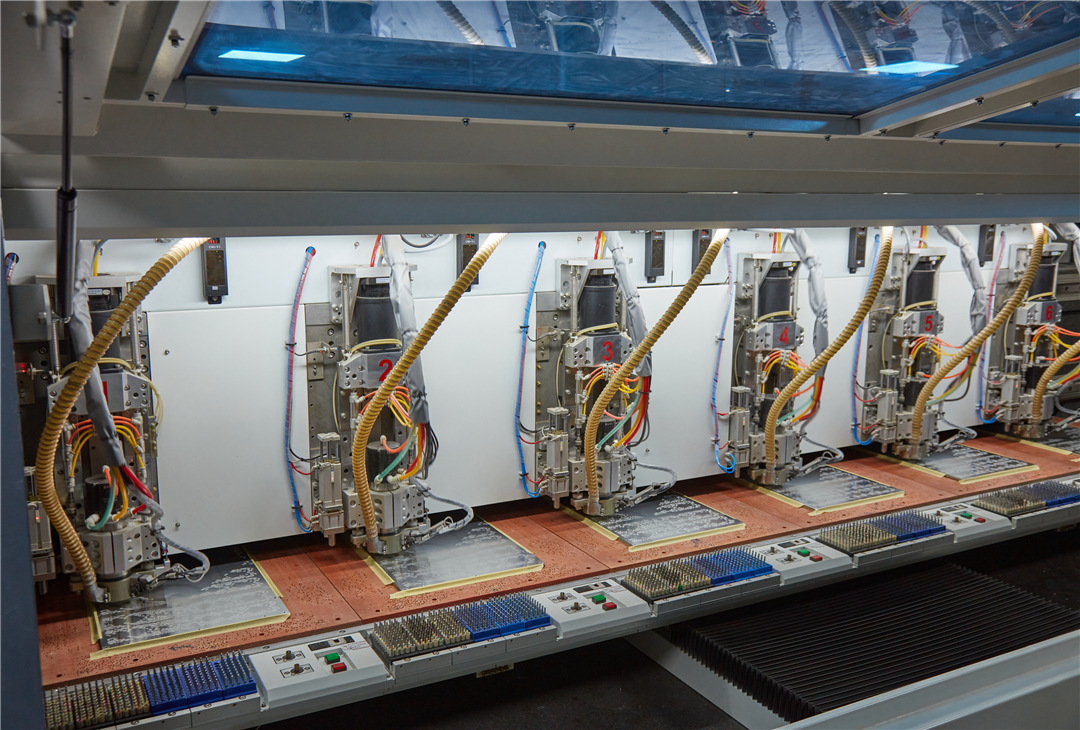
Vrtalni stroj

Oddelek za vrtanje
5. Vrtanje: Vrtalni stroj se uporablja za ustvarjanje lukenj različnih premerov in velikosti na plošči v skladu s specifikacijami stranke. Te luknje olajšajo nadaljnjo obdelavo vtičnikov in pomagajo pri odvajanju toplote s plošče.

Samodejno potopno bakreno žico

Avtomatska linija za vzorce prevlek

Vakuumski jedkalni stroj
6. Primarna bakrena prevleka: Luknje, izvrtane na plošči, so bakrene, da se zagotovi prevodnost po vseh plasteh plošče.
- Odstranjevanje robov: Ta korak vključuje odstranjevanje robov na robovih luknje na plošči, da se prepreči slabo bakrenje.
- Odstranjevanje lepila: Vsi ostanki lepila v luknji se odstranijo, da se izboljša oprijem med mikro jedkanjem.
- Prevleka z bakrom v luknji: Ta korak zagotavlja prevodnost po vseh plasteh plošče in povečuje debelino površinskega bakra.

Območje interesa

Poravnava CCD-ja

Odpornost pri spajkanju
7. Obdelava zunanje plasti: Ta postopek je podoben postopku notranje plasti v prvem koraku in je zasnovan tako, da olajša nadaljnje ustvarjanje vezij.
- Predobdelava: Površina plošče se očisti z dekapiranjem, brušenjem in sušenjem, da se izboljša oprijem suhega filma.
- Laminacija: Na površino podlage tiskanega vezja se nanese suha folija, ki jo pripravi na kasnejši prenos slike.
- Izpostavljenost: Izpostavljenost UV-svetlobi povzroči, da suhi film na plošči preide v polimerizirano in nepolimerizirano stanje.
- Razvoj: Nepolimeriziran suh film se raztopi in pusti vrzel.

Linija za peskanje s spajkalno masko

Sitotisk

HASL stroj
8. Sekundarno bakrenje, jedkanje, AOI
- Sekundarno bakrenje: Na območjih v luknjah, ki niso prekrita s suhim filmom, se izvede galvanizacija vzorcev in kemično bakrenje. Ta korak vključuje tudi nadaljnje izboljšanje prevodnosti in debeline bakra, ki mu sledi galvanizacija za zaščito celovitosti linij in lukenj med jedkanjem.
- Jedkanje: Osnovni baker na območju pritrditve zunanje suhe (mokre) folije se odstrani s postopki odstranjevanja folije, jedkanja in odstranjevanja kositra, s čimer se zaključi zunanje vezje.
- Zunanja plast AOI: Podobno kot notranja plast AOI se optično skeniranje AOI uporablja za prepoznavanje okvarjenih mest, ki jih nato popravi ustrezno osebje.

Test letečega zatiča

Oddelek za usmerjanje 1
Oddelek za progo 2
9. Nanos spajkalne maske: Ta korak vključuje nanos spajkalne maske za zaščito plošče in preprečevanje oksidacije ter drugih težav.
- Predobdelava: Plošča se dekapira in ultrazvočno opere, da se odstranijo oksidi in poveča hrapavost bakrene površine.
- Tiskanje: Črnilo, odporno proti spajkanju, se uporablja za prekrivanje območij tiskanega vezja, ki ne potrebujejo spajkanja, kar zagotavlja zaščito in izolacijo.
- Predhodno pečenje: Topilo v črnilu spajkalne maske se posuši in črnilo se strdi v pripravi na osvetlitev.
- Izpostavljenost: Za strjevanje črnila spajkalne maske se uporablja UV-svetloba, kar povzroči nastanek visokomolekularnega polimera s fotosenzitivno polimerizacijo.
- Razvijanje: Raztopina natrijevega karbonata v nepolimeriziranem črnilu se odstrani.
- Po pečenju: Črnilo je popolnoma strjeno.

Stroj za V-rezanje

Preizkus orodij za vpenjalo
10. Tiskanje besedila: Ta korak vključuje tiskanje besedila na tiskano vezje za lažje iskanje med nadaljnjimi postopki spajkanja.
- Dekapiranje: Površina plošče se očisti, da se odstrani oksidacija in izboljša oprijem tiskarske barve.
- Tiskanje besedila: Želeno besedilo se natisne za lažje nadaljnje varjenje.

Avtomatski stroj za elektronsko testiranje
11. Površinska obdelava: Gola bakrena plošča je površinsko obdelana glede na zahteve strank (kot so ENIG, HASL, srebro, kositer, pozlačevanje z zlatom, OSP), da se prepreči rjavenje in oksidacija.
12. Profil plošče: Plošča je oblikovana glede na zahteve stranke, kar olajša SMT krpanje in montažo.

AVI inšpekcijski stroj
13. Električno testiranje: Preizkusi se neprekinjenost vezja plošče, da se ugotovijo in preprečijo morebitni odprti ali kratki stiki.
14. Končni pregled kakovosti (FQC): Po zaključku vseh postopkov se izvede celovit pregled.

Avtomatski pralni stroj za deske

FQC

Oddelek za pakiranje
15. Pakiranje in pošiljanje: Izdelane tiskane vezije so vakuumsko pakirane, pakirane za pošiljanje in dostavljene stranki.